














A questão é colocada nos quase diariamente: "Tenho uma parte 4 ″ por 5 ″ por 2 ″, quanto vai custar o molde de injeção"? Infelizmente, há uma longa lista de fatores que complicam a essa pergunta. De vida de produto esperado para o tipo de plástico usado, qualquer um fator extremamente poderia impactar esse número final. É possível obter várias citações para injeção quase idêntica moldes, cada um com uma ligeira variação, e todos eles terão custos muito diferentes. Nesta entrada, nós irá delinear três principais considerações quando perguntando sobre o custo de molde nos Estados Unidos.
Tamanho das peças
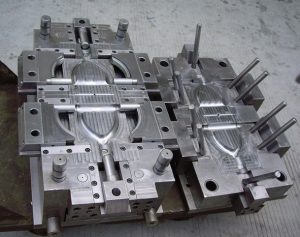
Aqui, a base de molde sozinha teria um preço de quatro dígitos, possivelmente cinco.
É fácil subestimar o impacto de custo do volume de uma parte, especialmente quando sua geometria, caso contrário é muito simples. Mesmo assim, fazendo um molde para uma tampa de lata de lixo contra um para uma tampa de garrafa de água apresenta uma diferença enorme custo. Contabilização de centenas mais horas de trabalho de parto e milhares mais dólares de material, que poderia ser uma lacuna de US $40000. Assumindo que ambos os moldes só tem uma cavidade.
Em outras palavras, peças maiores exigem maiores moldes de injeção, que por sua vez, exigem mais tempo para a máquina.
Número de cáries
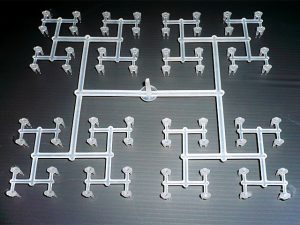
Esta é uma árvore de corredor 64-cavidade. Observe que as partes reais são muito pequenas.
Este é um dos fatores único capazes de fazer um papel pequeno, fácil em um desafio de ferramental caro. Uma cavidade de parte é um negativo exato da forma de sua parte no molde que preenche com plástico durante a injeção. Se sua ferramenta tem cavidades mais, podemos filmar mais peças por ciclo, o que reduz seus custos unitários e prazos de execução da ordem.
Há um trade-off, em que dobrar o número de parte cavidades também dobra muito da mão de obra e custos de material para fazer um molde. Um molde da cavidade única cotado a US $3000 facilmente se transforma em um molde de $60000-80000 para a mesma parte, se formos até 32 cavidades, dependendo de qual sinos e assobios são necessários para um molde de alta-cavidade que caso contrário não são necessários.
Seu alvo preço por unidade e/ou volumes anuais geralmente irão ditar quantas cavidades precisa de seu molde.
Áreas retentivas: Moldes de injeção de complicar as desde sempre
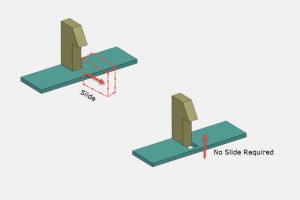
(Esquerda) Área sob o gancho de engate requer uma acção de slide para liberar. (Direito) Abrindo um buraco diretamente abaixo permite o acesso para as ações de molde padrão, eliminando assim a necessidade de um slide.
Em suma, áreas retentivas são áreas específicas de uma peça de plástico que precisam de seu próprio bloco em movimento no molde. Esses blocos são necessários para formar, liberar e ejetar a parte de seu molde.
Os moldes de injeção mais simples não tem nenhum hardware inferiores. Eles abrir e fechar como caixas de sapato; Há duas metades que separam-se em linha reta e permitam a fácil remoção do conteúdo. Por outro lado, moldes com trabalho de ferragem inferiores mais gostam de caixas de quebra-cabeça chinês; cada uma das peças extra em movimento deve abrir em uma ordem específica antes de suas partes podem ser ejetadas. Adição de hardware de minar e ajuste fino que sequência de abertura é um dos aspectos mais difíceis de qualquer molde compilação.
Se possível, sempre é melhor rever um desenho para remover áreas retentivas. Isso ocorre porque cada um adiciona um mínimo de $2000 ao custo de um molde. Mais frequentemente, esse número é de $3000-4000 cada, e para grandes e/ou complexas áreas retentivas é ainda maior.
Essas são apenas três dos factores que terão o maior impacto sobre o custo do seu molde. Outras características de projeto, tais como superfície de acabamento/textura e detalhes muito pequenos também podem adicionar muito ao custo de moldes de injeção. Nós falaremos mais sobre isso na parte 3 desta série. Se você estiver interessado em aprender mais, entretanto, por favor, reveja nossaGuia de preços.